In this post, knifemaker Paul Rohrbacher makes the case for critiquing your own work. If you’re a knifemaker, learn along with Paul as he shares his successes and difficulties. If you are not a knifemaker, enjoy the beautiful craftsmanship and be awed by the hard work and dedication it takes to learn a new skill.
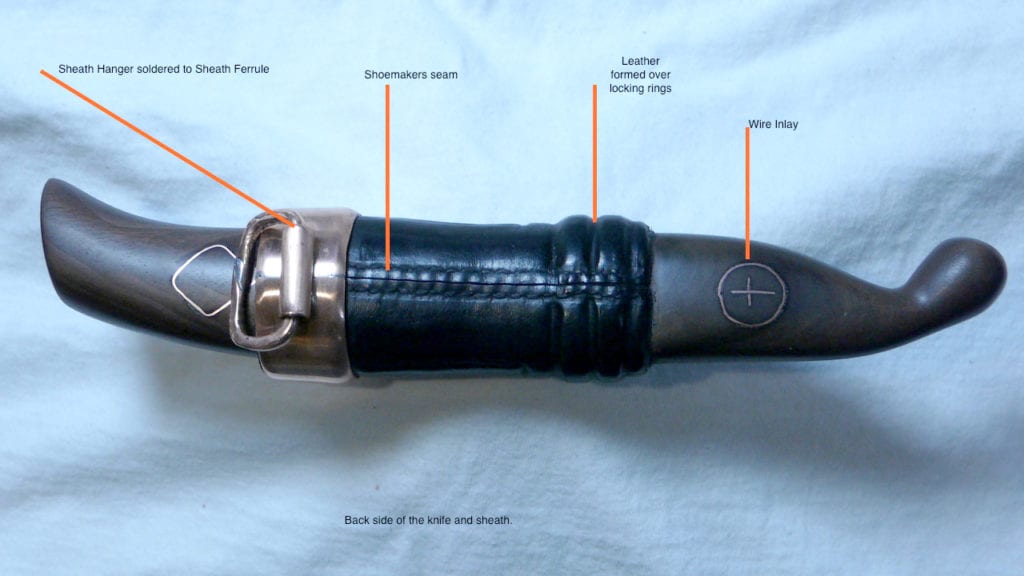
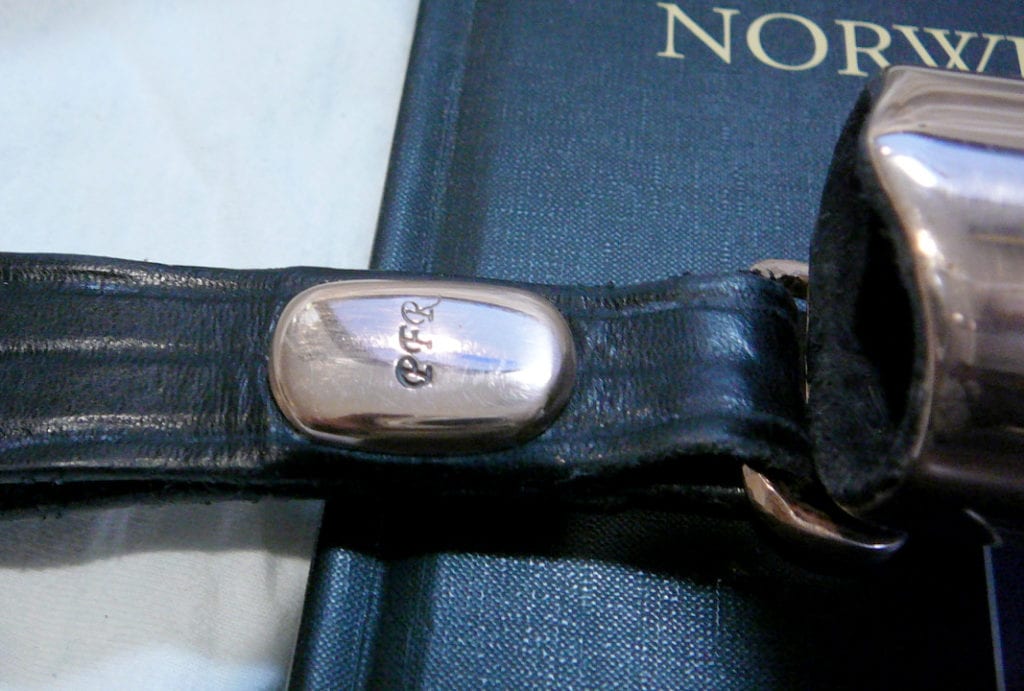
How I Made a Norwegian Style Knife
I highly suggest that handcraft makers perform a self-critique of items they make. This is my self-critique of a Norwegian-style knife, and it includes a discussion of my learning curve and problems and corrective actions for a test knife and sheath. For instruction, I used the book Norwegian Knife Making, Ancient Techniques and Traditions by Håvard Bergland and highly recommend this resource. It’s available at Vesterheim Museum Store. Taking a class is also a great option for support. I made every part of this knife.